Challenge
A client manufacturing large heat exchangers needed a reliable, accurate method for measuring flatness across flanges ranging from 40″ to 60″ in diameter, with some flanges reaching up to 240″ in diameter. The flanges would be oriented vertically or horizontally during measurement, and some surfaces were magnetic, adding an additional constraint to the measurement setup. The required flatness tolerance was 0.031″ or better.
Traditional geometric measurement methods were not well suited for this application. Mechanical tools such as straight edges and precision levels become unwieldy and unreliable at these scales. Optical sight-based systems, while more capable, are slow to set up and highly dependent on individual operator skill. Neither approach offered the speed, portability, or repeatability that this type of production environment demands.
A laser-based flatness measurement system was needed. The system also had to support printed test reports for documentation purposes.

The Pinpoint Solution
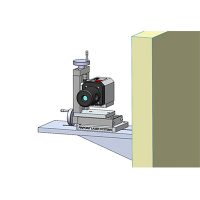
Pinpoint Laser Systems recommended a Laser Microgage Flatness Solution as the ideal approach for this application. The system uses a visible laser transmitter to project a precisely collimated reference beam parallel to the face of the flange. A 2-axis receiver is then positioned at critical check points around the flange face, with the display unit providing live alignment readings at a resolution of 0.0001″ and an accuracy of +/- 0.0002″.
To establish the reference plane, the leveler rotation mount is used to align the laser beam through three points spaced 120 degrees apart on the flange face. Once the beam is set parallel through those three reference points and zeroed on the display, the receiver can be moved to any location on the flange to capture flatness deviation data in real time. Positive and negative readings indicate how much each point deviates from the reference plane, allowing the technician to quickly map the full surface.
To address the magnetic flange surfaces, Pinpoint modified the leveler rotation mount to include magnetic attachment capability, enabling quick and secure positioning without the need for additional fixturing. The receiver mounts used in this configuration also include a standard magnetic base as part of the system.
All measurement readings can be captured and recorded using Pinpoint’s Capture Software, which connects to the display unit via USB. Data can be logged continuously or triggered manually for each measurement point, with notes added as needed. Captured data exports directly to Excel or other spreadsheet programs for reporting, statistical analysis, and documentation. Printed test reports can be generated from the captured data set.

Results
The Laser Microgage Flatness Solution gave the client’s team a portable, easy-to-use system capable of meeting their 0.031″ flatness specification across a wide range of flange diameters. The laser reference beam and real-time digital display eliminated the variability and setup time associated with traditional mechanical and optical methods. Magnetic mounting options simplified attachment on ferrous flange faces, and the built-in data capture workflow provided a straightforward path to printed documentation and traceability.