Roll and web alignment is necessary in order to efficiently operate equipment that contains rollers, idlers, press drums, and web handling systems. Proper alignment improves productivity, creates better finished products, and reduces production downtime.
There are 3 primary aspects of roll alignment:
Checking Roll Profile
The profile of a roller can be easily checked using a laser alignment system. The laser reference beam is projected across the top of the roll surface and is adjusted so that the receiver readings at one end match the readings at the other end. The receiver is moved along the top of the roller while staying in the beam path to record height or surface deflections. A roller with a straight surface will produce consistent readings all the way across. A crowned roller will typically show greater or different readings in the middle from those at the edges. A damaged roller will show uneven or non-symmetrical surface deflections in specific regions perhaps caused by wear, impact, or high loading.
Leveling Rolls (Vertical Alignments)
To check roll parallelism in the vertical orientation, the laser is placed on a rotating base and a plane of laser light is directed across the top of the rollers. The digital receiver is moved from one side of the roller to the other and readings from the display are compared. If the readings from one edge of the roll to the other edge are not the same then the roll is not level. The laser alignment system provides readings of the roller position, relative to the level plane of laser light, and allows the operator to determine the roller’s vertical orientation to within 0.001 inch.
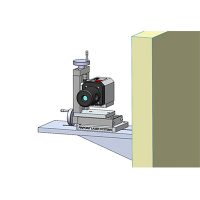
Checking Roll Parallelism (Horizontal Alignments)
Roll position in the horizontal plane is equally important as position in the vertical plane. A laser transmitter is placed so that the laser reference beam is projected up the length of the machine. The 90-Line right angle attachment, with its internal penta-prism, is used to form a precise right angle laser reference beam that is approximately parallel to the roll surface. The receiver and digital display are used to take a pair of readings on each roll, at the near and far ends. The difference between these readings shows the orientation of that roll relative to the stationary laser reference beam. Measurements at each roller end are taken and the difference between each of these pairs of readings is calculated. If the difference values are the same then the corresponding roles are parallel to each other. If these difference values are not similar then the roles are not parallel and require adjustment. One helpful feature of the 90 line right angle is that the laser reference beam can be turned through a full circle that defines a plane that is square to the laser reference beam – this is handy for checking roll parallelism on roles that are at different elevations. If rollers need adjustment, the laser alignment system can be used in place to monitor the adjustment and verify that the new roll position is correct.
Using laser alignment equipment is an ideal way to make quick, precise and quantitative measurements over a large machine with many rollers. The guesswork and subjectivity of traditional alignment techniques is eliminated, allowing plant personnel to optimize their roll and web systems on a regular basis and ultimately reduce machine wear, breakdowns, and lost production time.
[formidable id=55]