Roll & Web Alignment with a Laser Microgage
Background
Many manufacturing facilities operate equipment that contains rollers, idlers, press drums, and web handling systems. The alignment of rolls and web systems is important to the efficient operation of these systems to improve productivity and reduce production downtime.

One very common industrial application is verifying the position and alignment of rolls and web handling equipment. In these applications, there may be many rollers over which material passes as it proceeds through a specific manufacturing process. An example is a laminating operation in which a substrate such as pliable plastic or metallic foil is treated and coated as it passes through a process line. If the feed rolls, take up rolls, print rolls, nip rolls, and other rollers that transport this material through the process are not well-aligned, the material will not track properly and wander off the machine resulting in downtime and wasted material.
Misalignment of the rolls through the machine may not be enough to cause tracking problems but may still stretch the material more on one side than the other, so when the material is wound up on a large take-up spool, it is not even and likely to be rejected for poor product quality.
For a continuous sheet of material moving through a system of rollers, it is critical that the left edge, center, and right edge follow similar path lengths – a misaligned roll anywhere in the system will cause stretching of the material at that location. Some plastic materials are highly compliant and will spring back, so roll alignment is less critical here. Other materials such as copper foil, Kevlar films, and metalized substrates are less forgiving and if stretched across misaligned rollers may be permanently deformed and will not regain their original dimension. For these reasons, the alignment of roll systems is very important and a laser alignment system is an ideal tool for this task.
Since 1992, Pinpoint has been building and refining a line of laser alignment products that provide a precise and efficient means of checking machinery. These products are easy to set up and simple to use by plant or production personnel, right on their factory floor. Much of the guesswork and subjectivity of traditional alignment techniques is eliminated because the Laser Microgage now delivers precise, quantitative data to correct machinery flaws.
This note is the first in a series explaining the general use of the Laser Microgage for three aspects of roll alignment:
- Checking Roll Profile
- Leveling Rolls (Vertical Alignments)
- Checking Roll Parallelism (Horizontal Alignments)
How a Laser Microgage Operates
 The Microgage alignment system has a laser transmitter that emits collimated beam of laser light that is of one color or a specific wavelength. Because this beam is of a single wavelength, the light is very “organized” and can be focused into a long, thin, reference beam. In this way, the laser becomes the reference line in the same way that piano wire or fishing cord has been used to establish a straight line. The Microgage Laser is aligned and projected from a machined housing with defined flat reference surfaces and mounting points on its exterior. The laser beam is an extension of the housing and ideal for measuring over long distances.
The Microgage alignment system has a laser transmitter that emits collimated beam of laser light that is of one color or a specific wavelength. Because this beam is of a single wavelength, the light is very “organized” and can be focused into a long, thin, reference beam. In this way, the laser becomes the reference line in the same way that piano wire or fishing cord has been used to establish a straight line. The Microgage Laser is aligned and projected from a machined housing with defined flat reference surfaces and mounting points on its exterior. The laser beam is an extension of the housing and ideal for measuring over long distances.
 The Microgage Receiver is placed in the laser path and provides a measurement reading. This receiver has an internal detector that is a light sensitive device for sensing the location of the laser beam on its surface and electronically calculating the position of the beam. The detector element is mounted inside a housing with defined surfaces and mounting points. The optical receiver shown in the photograph continually scans the laser beam looking for its centerpoint and provides a reading of displacement across the laser beam, in both the horizontal and vertical axes, accurate to 0.0001 inch (3 microns). In this way, if the laser transmitter and the receiver are placed onto a flat surface the display will read zero. If the laser beam is elevated or the receiver is moved, the new position of the laser beam on the detector is displayed in digital format on a handheld display or can also be exported to a laptop. This digital information on the X and Y position of the laser beam is easily used for calculating surface flatness, runout, straightness, parallelism, and many other geometric alignment parameters.
The Microgage Receiver is placed in the laser path and provides a measurement reading. This receiver has an internal detector that is a light sensitive device for sensing the location of the laser beam on its surface and electronically calculating the position of the beam. The detector element is mounted inside a housing with defined surfaces and mounting points. The optical receiver shown in the photograph continually scans the laser beam looking for its centerpoint and provides a reading of displacement across the laser beam, in both the horizontal and vertical axes, accurate to 0.0001 inch (3 microns). In this way, if the laser transmitter and the receiver are placed onto a flat surface the display will read zero. If the laser beam is elevated or the receiver is moved, the new position of the laser beam on the detector is displayed in digital format on a handheld display or can also be exported to a laptop. This digital information on the X and Y position of the laser beam is easily used for calculating surface flatness, runout, straightness, parallelism, and many other geometric alignment parameters.
Profiling Roll Surfaces

Roll alignment has two basic components: Roll straightness and parallelism in both the vertical and horizontal directions. Straightness is simply a measure of each individual roll in a system to see if it is worn, damaged, sagging, or deflecting under its own weight. A high deflection causes the sheet of material to follow a longer or shorter path length in the middle of the roll as opposed to the two supported edges of the roller. In many cases, manufacturing firms use crowned rollers which are thicker in the middle and taper slightly toward the edges so that as the roller sags under its own weight the top surface under the web or sheet will remain flat along the length of the roll.
The crown or profile of a roller is easily checked by the Laser Microgage. The laser is projected across the top of the roll surface and adjusted so that the receiver readings at one end match the readings at the far end. The receiver is then moved along the top of the roller while staying in the beam path to record height or surface deflections. A roller with a straight surface will produce consistent readings all the way across. A crowned roller will show different readings in the middle from those at the edges. A damaged roller will show surface deflections in specific regions perhaps caused by wear, impact, or high loading. In any case, the laser provides a quick precise map of the roll’s straightness profile. Pinpoint offers a number of mounting fixtures to support the receiver on different roll configurations.
Leveling Rolls — Vertical Orientation
 Checking roll parallelism in the vertical orientation can be done by either of two methods: Laser leveling or adjustment with a machinist’s level. Pinpoint offers solutions for both of these approaches.
Checking roll parallelism in the vertical orientation can be done by either of two methods: Laser leveling or adjustment with a machinist’s level. Pinpoint offers solutions for both of these approaches.
Laser leveling is just like surveying with a laser. Roll parallelism is typically defined in two planes one that is vertical and one that is horizontal. The vertical parallelism for roll alignment can often be checked with a conventional bubble level, but in many instances a manufacturing line may have settled over time and is no longer level across its width. Crowned rollers also present an uneven surface for checking vertical parallelism between rollers.

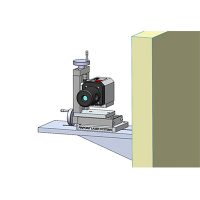
The Laser Microgage is an ideal tool for this job. The laser is placed on a swiveling base and a plane of laser light is directed across the top of the rollers – a side view of this is illustrated. The digital receiver and display provide readings of the roller position, relative to the plane of laser light, and allow the operator to determine the roller orientation to within 0.001 inch. If the rollers are at different heights, it may be necessary to find the best elevation for the laser beam to pass through the machine and in some cases, measure the top of some rollers and the bottom of others. Once again, a height reading is taken at the left and right side of each roller and the difference between these two readings shows how the roller sits relative to the reference plane created by the laser. As more rollers are measured on each of their ends, and the difference between these readings is calculated, you get a precise and quantitative measure of parallelism between rolls in the vertical dimension. If adjustments are needed in the roll’s vertical position, a laser alignment system is an ideal method of monitoring these adjustments in process.

An alternative to using a precise plane of laser light is to use a bubble level for setting the vertical orientation of rollers in a system. Pinpoint has developed a practical tool called the Roll Adjuster that utilizes a precision bubble level and provides quantitative measuring data, with 0.001 inch precision, to assist in vertical roll alignment.
This roll alignment tool is simply placed on top of a roller and an adjustment made by turning a small knurled knob to zero the device. A digital micrometer displays the leveling error to a precision of 0.001 inch and this tool can be used for comparing or repositioning rolls in the vertical orientation. The Pinpoint Roll Adjuster is easy and precise to use for all roll alignment projects.
Adjusting Roll Parallelism — Horizontal Alignment
 Roll position in the horizontal plane is equally important and the Laser Microgage is again put to work using the 90-Line with its internal penta-prism to form a precise right angle laser reference beam. The 90-Line forms a precise right angle and this new reference beam can be swung through a full circle to define a square plane of light. This simple system is shown in the photo below.
Roll position in the horizontal plane is equally important and the Laser Microgage is again put to work using the 90-Line with its internal penta-prism to form a precise right angle laser reference beam. The 90-Line forms a precise right angle and this new reference beam can be swung through a full circle to define a square plane of light. This simple system is shown in the photo below.

 For checking roll parallelism, the laser beam is directed along the outside edge of the machine and becomes a fixed laser reference line that does not move. Introducing the 90-Line into the laser path redirects the laser across the face of the roller to be measured. Once again, the Microgage receiver and digital display are used to take a pair of readings on each roller at the near and far ends. The difference between these readings shows the orientation of that roll relative to the stationary laser reference beam. As the 90-Line is moved along the laser beam, it provides a series of precise, repeatable, parallel laser reference lines for checking each roller.
For checking roll parallelism, the laser beam is directed along the outside edge of the machine and becomes a fixed laser reference line that does not move. Introducing the 90-Line into the laser path redirects the laser across the face of the roller to be measured. Once again, the Microgage receiver and digital display are used to take a pair of readings on each roller at the near and far ends. The difference between these readings shows the orientation of that roll relative to the stationary laser reference beam. As the 90-Line is moved along the laser beam, it provides a series of precise, repeatable, parallel laser reference lines for checking each roller.
As measurements at each roller end are taken and the difference between these readings is calculated one can map the position of every roller in the horizontal plane. If rollers need adjustment, the Microgage system can be used in place to monitor the adjustment and verify that the new roll position is correct.
Putting it All Together
When aligning rolls on printing and converting lines, production systems, and other applications, it is often necessary to align the roll in a vertical and horizontal orientation simultaneously. In these cases, the Laser Microgage may be first used to check the vertical position of a few key rolls relative to each other. These first few rolls become the “reference standard” and the Pinpoint Roll Adjuster Tool is then used throughout the machine to vertically align successive rolls. At the same time, the Laser Microgage, combined with the 90-Line Right Angle is used to verify horizontal alignment and roll parallelism through the line.
 At a particular roll, the Roll Adjuster is placed on the top surface and the adjustment knob turned until the bubble level is centered in the viewing window. At this point, the micrometer will provide a + or – value indicating if the roll needs to be raised or lowered on each end. These readings help you select shims or estimate the adjustment necessary to bring this roll into a parallel orientation with other rollers in the vertical orientation.
At a particular roll, the Roll Adjuster is placed on the top surface and the adjustment knob turned until the bubble level is centered in the viewing window. At this point, the micrometer will provide a + or – value indicating if the roll needs to be raised or lowered on each end. These readings help you select shims or estimate the adjustment necessary to bring this roll into a parallel orientation with other rollers in the vertical orientation.
The 90-Line is also projecting a laser beam across the side face of the roll so that you can take a measurement at each end of the roll to see how it is oriented in the horizontal plane. The Microgage will show you digitally how much correction is needed so that you can adjust one end forward or back until the roll is parallel to the others in the machine. With digital measurement information on the vertical and horizontal alignment of each roll, you quickly and efficiently optimize the manufacturing line for better production output.
Summary
The Laser Microgage is an ideal way to make quick, precise and quantitative measurements over a large machine with many rollers. With minimal practice, the laser measuring and alignment process becomes very quick, allowing plant personnel to optimize their roll and web systems on a regular basis and ultimately reduce machine wear, breakdowns, and lost production time.
For general roll and web alignment we recommend the following Pinpoint products:
- Laser Microgage System
- 90-Line Right Angle (for establishing parallel reference lines)
- Leveler Brake (for setting flat planes)
- Pinpoint Alignment Tripod (2 recommended, 1 for laser & 1 for 90-Line)
- Roll Mounting Plate (a mounting fixture to hold the receiver on a roll surface)
- Pinpoint Roll Adjuster Tool (for adjusting vertical alignment in place of the Leveler)
- Computer Interface (optional – useful for storing readings & documenting adjustments)
If your application involves checking rolls that are low and high up in a machine, we suggest using the 90 Line Square Plane in place of the 90 Line. This square plane is best suited for applications where the laser, exiting the 90 Line, must be rotated through large angles to reach rolls and the Microgage Receiver high overhead and in low machine positions.
We encourage you to contact our engineering team here at Pinpoint to share your questions and application ideas with us. Our toll free number is 1-800-757-5383.
If you would like to download this whitepaper please fill out the form below
Roll alignment is critical in manufacturing for smooth operation and to prevent material stretching, misalignment, or wastage. The Pinpoint Laser Microgage system efficiently checks roll profile, vertical leveling, and horizontal parallelism. It projects a reference beam to track alignment, using a receiver to measure precise roll positions. Pinpoint’s tools help optimize production and reduce downtime.